
વિવિધ કોઇલ વાઇન્ડિંગ વાયર, ડબલ વાયર, મલ્ટી વાયર, કેક ઘા સ્પેશિયલ ઇન્ડક્ટન્સ, સમાંતર દંતવલ્ક વાયર, વિવિધ વિશિષ્ટતાઓ કસ્ટમાઇઝ્ડ
1.jpg)


ઉત્પાદન વર્ણન
1. વિશેષતાઓ:કસ્ટમાઇઝ્ડ વિશિષ્ટતાઓ અને ઇન્સ્યુલેશન સ્તરની જાતો, અને સપાટીના સ્તરને સ્વ-એડહેસિવ સ્તર સાથે કોટેડ કરી શકાય છે.
2. સ્પષ્ટીકરણ શ્રેણી:સમાન સ્પષ્ટીકરણ સાથે સિંગલ લાઇન પરંતુ વિવિધ રંગો, વિવિધ વિશિષ્ટતાઓ અને વિવિધ જાતો (સિંગલ લાઇન સ્પષ્ટીકરણ શ્રેણી: 0.03mm-0.500mm).
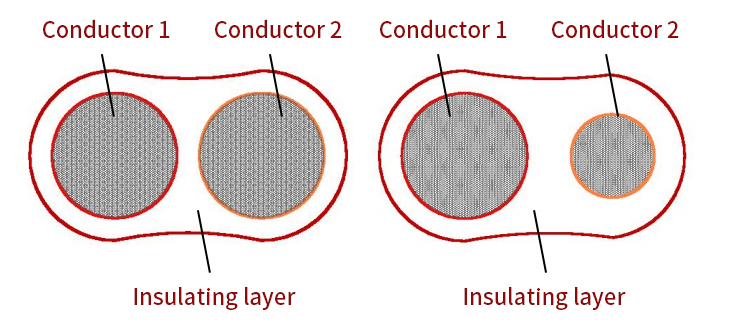
3. ઉત્પાદન એપ્લિકેશન:તે મુખ્યત્વે ઉચ્ચ માંગ ડબલ/મલ્ટી વાયર સમાંતર ઘા ઉત્પાદનોમાં વપરાય છે, જેમ કે વિશિષ્ટ ઇન્ડક્ટર્સ, આરએફ ટ્રાન્સફોર્મર્સ, વગેરે; તે વિવિધ રંગો અને સંપૂર્ણપણે સુસંગત પ્રતિકાર/ઇન્ડક્ટન્સ અને અન્ય પરિમાણો સાથે બે/ત્રણ/પાંચ કોઇલ સમુદાયોમાં અથવા અલગ અલગ વિશિષ્ટતાઓ પરંતુ સમાન વાયર લંબાઈવાળા બે/ત્રણ/પાંચ કોઇલ સમુદાયોમાં ઘા કરી શકાય છે.
4. યોજનાકીય આકૃતિ નીચે મુજબ છે:

દંતવલ્ક વાયરની પ્રક્રિયા પ્રવાહ
1, ચૂકવણી:સામાન્ય રીતે ઓપરેટ થતા દંતવલ્ક મશીન પર, ઓપરેટરની મોટાભાગની ઊર્જા અને શારીરિક શક્તિ ચૂકવવાના ભાગમાં વપરાય છે. પેઇંગ ઓફ રીલને બદલવાથી ઓપરેટરને ઘણી મજૂરી ચૂકવવી પડે છે. લાઇન ટુ લાઇન સાંધા પર ગુણવત્તાની સમસ્યાઓ અને કામગીરીની નિષ્ફળતાઓ સરળ છે. અસરકારક પદ્ધતિ મોટી ક્ષમતામાં ચૂકવણી કરવાની છે. ચૂકવણીની ચાવી એ તણાવને નિયંત્રિત કરવાની છે. જ્યારે ટેન્શન મોટું હોય છે, ત્યારે તે માત્ર કંડક્ટરને પાતળું બનાવશે નહીં, કંડક્ટરની સપાટીની તેજ ગુમાવશે, પરંતુ દંતવલ્ક વાયરના ઘણા ગુણધર્મોને પણ અસર કરશે.
2, સ્ટ્રેચિંગ:સ્ટ્રેચિંગનો હેતુ ચોક્કસ તાપમાને ગરમ થતા મોલ્ડની સ્ટ્રેચિંગ પ્રક્રિયા દરમિયાન જાળીના ફેરફારને કારણે સખત બનેલા વાહકને બનાવવાનો છે, જેથી પરમાણુ જાળીના પુન: ગોઠવણી પછી પ્રક્રિયા દ્વારા જરૂરી સુગમતા પુનઃસ્થાપિત કરી શકાય. તે જ સમયે, સ્ટ્રેચિંગ પ્રક્રિયા દરમિયાન કંડક્ટરની સપાટી પરના અવશેષ લુબ્રિકન્ટ અને તેલના ડાઘને દૂર કરી શકાય છે, જેથી કંડક્ટરને સરળતાથી પેઇન્ટ કરી શકાય અને દંતવલ્ક વાયરની ગુણવત્તાની ખાતરી આપી શકાય.
3, ચિત્રકામ:પેઇન્ટિંગ એ ધાતુના વાહક પર દંતવલ્ક વાયર પેઇન્ટને કોટિંગ કરવાની પ્રક્રિયા છે જે ચોક્કસ જાડાઈ સાથે સમાન પેઇન્ટ લેયર બનાવે છે.
4, બેકિંગ:પેઇન્ટિંગની જેમ, બેકિંગ એક ચક્રીય પ્રક્રિયા છે. સૌપ્રથમ, પેઇન્ટ સોલ્યુશનમાં દ્રાવક બાષ્પીભવન થાય છે, પછી ફિલ્મ બનાવવા માટે ઉપચાર કરવામાં આવે છે, અને પછી પેઇન્ટ શેકવામાં આવે છે. પકવવાની પ્રક્રિયામાં પ્રદૂષકો ઉત્પન્ન થશે, તેથી ભઠ્ઠી તરત જ બહાર કાઢવામાં આવશે. સામાન્ય રીતે, ઉત્પ્રેરક કમ્બશન હોટ એર પરિભ્રમણ ભઠ્ઠીનો ઉપયોગ કરવો જોઈએ. તે જ સમયે, કચરાના નિકાલની માત્રા ખૂબ મોટી અથવા ખૂબ ઓછી હોવી જોઈએ નહીં. કારણ કે કચરાના વિસર્જનની પ્રક્રિયામાં મોટી માત્રામાં ગરમી દૂર કરવામાં આવશે, તેથી કચરાના નિકાલથી માત્ર સુરક્ષિત ઉત્પાદન અને ઉત્પાદનની ગુણવત્તા સુનિશ્ચિત થશે નહીં, પરંતુ મોટી માત્રામાં ગરમીનું નુકસાન પણ થશે નહીં.
5, ઠંડક:પકાવવાની નાની ભઠ્ઠીમાંથી બહાર આવતા દંતવલ્ક વાયરમાં ઉચ્ચ તાપમાન, સોફ્ટ પેઇન્ટ ફિલ્મ અને ઓછી શક્તિ હોય છે. જો તે સમયસર ઠંડુ ન થાય, તો માર્ગદર્શિકા વ્હીલમાંથી પસાર થતી પેઇન્ટ ફિલ્મને નુકસાન થશે, જે દંતવલ્ક વાયરની ગુણવત્તાને અસર કરશે.
6, લુબ્રિકેશન:દંતવલ્ક વાયરનું લ્યુબ્રિકેશન ટેક-અપની ચુસ્તતા સાથે મહાન સંબંધ ધરાવે છે. દંતવલ્ક વાયર માટે વપરાતું લ્યુબ્રિકન્ટ, વાયરને નુકસાન પહોંચાડ્યા વિના, ટેક-અપ રીલની મજબૂતાઈને અસર કર્યા વિના અને વપરાશકર્તાના ઉપયોગને અસર કર્યા વિના, દંતવલ્ક વાયરની સપાટીને લપસણો બનાવવા માટે સક્ષમ હશે. દંતવલ્ક વાયરને લપસણો લાગે તે માટે તેલનો આદર્શ જથ્થો છે, પરંતુ હાથ પર કોઈ સ્પષ્ટ તેલ દેખાતું નથી. માત્રાત્મક દ્રષ્ટિકોણથી, 1 ગ્રામ લુબ્રિકેટિંગ તેલ 1 ㎡ દંતવલ્ક વાયરની સપાટી પર કોટ કરી શકાય છે.
7, વાયર ટેક-અપ:વાયર ટેક-અપનો હેતુ દંતવલ્ક વાયરને સ્પૂલ પર સતત, ચુસ્ત અને સમાનરૂપે વીંટાળવાનો છે. તે જરૂરી છે કે ટેક-અપ મિકેનિઝમ સ્થિર રીતે ચલાવવામાં આવે, ઓછા અવાજ સાથે, યોગ્ય તાણ અને નિયમિત વાયરની ગોઠવણી સાથે.
દંતવલ્ક વાયરની ઉત્પાદન પ્રક્રિયાને વિગતવાર જાણ્યા પછી, શું તમને લાગે છે કે દંતવલ્ક વાયરનું ઉત્પાદન કરવું સરળ નથી જે પ્રમાણભૂત આવશ્યકતાઓને પૂર્ણ કરે છે, કારણ કે દરેક પ્રક્રિયા પગલું, જેમ કે બેકિંગ અથવા પેઇન્ટિંગ, દંતવલ્ક વાયરની ગુણવત્તાને અસર કરશે, અને તે છે. કાચો માલ, ગુણવત્તા, પર્યાવરણ, ઉત્પાદન સાધનો અને અન્ય પરિબળોથી પણ પ્રભાવિત થાય છે, તેથી ઉત્પાદનની ગુણવત્તા અલગ હશે. વિવિધ દંતવલ્ક વાયરની ગુણવત્તાની લાક્ષણિકતાઓ અને બ્રાન્ડ અલગ-અલગ હોવા છતાં, તેઓ મૂળભૂત રીતે ચાર ગુણધર્મો ધરાવે છે, એટલે કે યાંત્રિક ગુણધર્મો, રાસાયણિક ગુણધર્મો, વિદ્યુત ગુણધર્મો અને થર્મલ ગુણધર્મો.

2-300x300.jpg)
-300x300.jpg)
1-300x300.jpg)
